有效减轻泵在运行中汽蚀破坏的方法简介(三)
6、采用抗汽蚀材料
不同的材料抗汽蚀能力有十分明显的区别。影响材料抗剥蚀能力的因素很多,通常具有高硬度和高弹性的材料抗剥蚀能力较强。国外推荐低碳铬镍合金钢,如13Cr4N作为在汽蚀状态下工作的水力机械材料,具有较好的抗剥蚀性能。{TodayHot}
郑州机械研究所陈岩进行了不同材料抗汽蚀性能的比较(《热加工工艺》2000),结果如下表
材料 HT200 QT400-15 QT600-3 ZG230-450 ZG310-570
失重mg 961.4 737.1 481.1 241 155
试验时间h 15
材料 ZG40Cr ZG20SiMn ZG1Cr18Ni9Ti ZG0Cr13Ni4Mo ZG0Cr13Ni6Mo
失重mg 139.9 122.2 71.5 40.2 25.2
试验时间h 15 30
长沙水泵厂的朱旭仁提供的资料,其材料与汽蚀失重见下表{HotTag}
材料 HT200 QT600-3 ZG310-570 18-8
失重 148.3 76.5 33 16.3
对无法避免汽蚀时采用耐汽蚀材料是有效的。如:凌城泵站对7#和10#机组,叶轮室将原铸钢换为不锈钢,运行几年未发现其实破坏斑痕。武定门站将铸铁改为QT42-10,使用寿命提高2倍以上。解台泵站用铸铁与铜对比,铜叶轮抗汽蚀效果明显。
7、叶轮保护层
对叶轮涂层的方法比较常用,非金属涂料涂敷采用环氧树脂、尼龙粉、聚胺脂等。在流道表面堆焊合金或喷涂合金的方法在对汽蚀破坏也取得了一定效果,如不锈钢焊条堆焊法、不锈钢板镶焊修补法、合金粉末喷焊。
就非金属和合金(包括不锈钢)的几种方法比较。非金属涂层方式经济,但应当对其操作工艺严格控制,以防止涂层脱落的现象。采用合金粉末喷焊效果好但成本高,且有些地方可能无法进行。
如:某泵站采用金属合金粉末喷焊处理的叶片,取得了较好的抗汽蚀效果,使用寿命可延长。中国长城铝业公司郝百顺用H-l对泵叶轮进行了耐汽蚀磨损涂层的应用研究。引滦工程大张庄泵站原泵汽蚀严重,采用柔软陶瓷复合材料修复经过4年4000h的输水检查未发现汽蚀破坏。水利部松辽委察尔森水库管理局王明臣介绍了TS216耐磨修补剂在水轮机转轮抗气蚀中的应用效果良好。
连云港币自来水公司马援东采用激光熔覆方法对铸铁和铸钢处理后,抗汽蚀性能分别是喷焊工艺处理的1.3和1.5倍。
8、修整叶片头部
修整叶轮头部对降低叶片进口的水流速度,减小叶轮进口排挤,提高泵的抗汽蚀能力是有效的。实践证明尽管进口叶片减薄,在汽蚀环境中常常叶轮寿命更长。一般修整叶轮头部是叶片头部背面修薄,在靠近叶轮前盖板多修一些。
2001年长沙水泵厂对流量5040m3/h,扬程17.5m的泵进行修整(同时对喉部修整),经试验发现汽蚀余量下降0.5左右。
点击数:2400
[ 打印当前页 ]
 邵阳市造价信息
邵阳市造价信息 长沙建设造价
长沙建设造价 湘西建设工程造价信息
湘西建设工程造价信息 郴州建设工程造价
郴州建设工程造价 衡阳工程造价
衡阳工程造价 永州建设造价
永州建设造价 浏阳建设造价
浏阳建设造价 宁乡建设造价
宁乡建设造价 常德建设工程造价
常德建设工程造价 怀化工程造价
怀化工程造价 张家界工程造价信息
张家界工程造价信息 岳阳工程造价
岳阳工程造价 娄底工程造价
娄底工程造价 株洲建设工程造价信息
株洲建设工程造价信息 益阳建设造价
益阳建设造价 耒阳建设工程造价信息
耒阳建设工程造价信息 衡南建设工程造价信息
衡南建设工程造价信息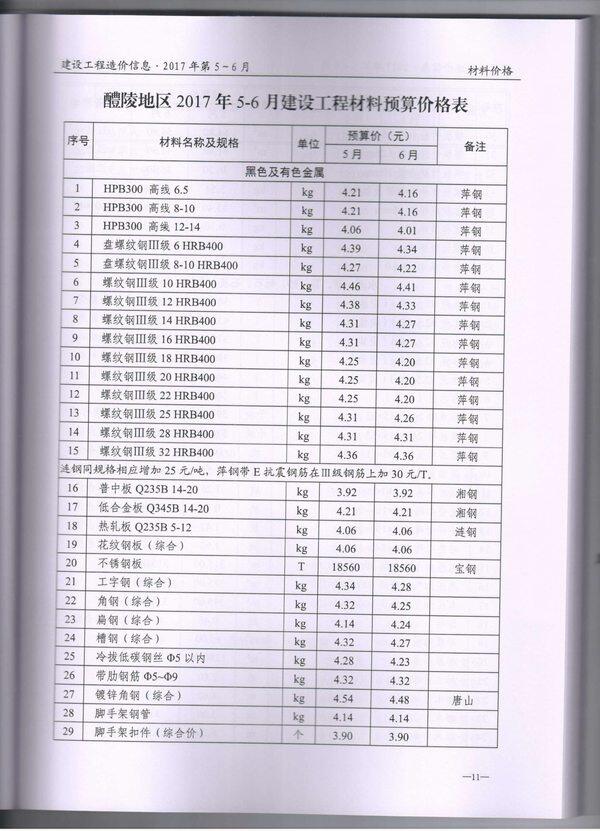 醴陵建设工程造价信息
醴陵建设工程造价信息